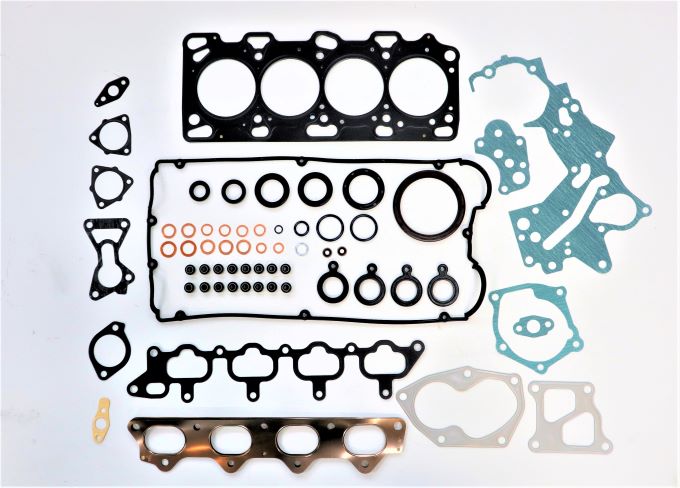
ランサーEVOシリーズエンジンオーバーホールガスケットキット新発売
4G63EVO8 4G63EVO9 4B11EVOⅩ(2021年2月)
ランサーEVOシリーズエンジンオーバーホールガスケットキット新発売
4G63EVO8 4G63EVO9 4B11EVOⅩ(2021年2月)
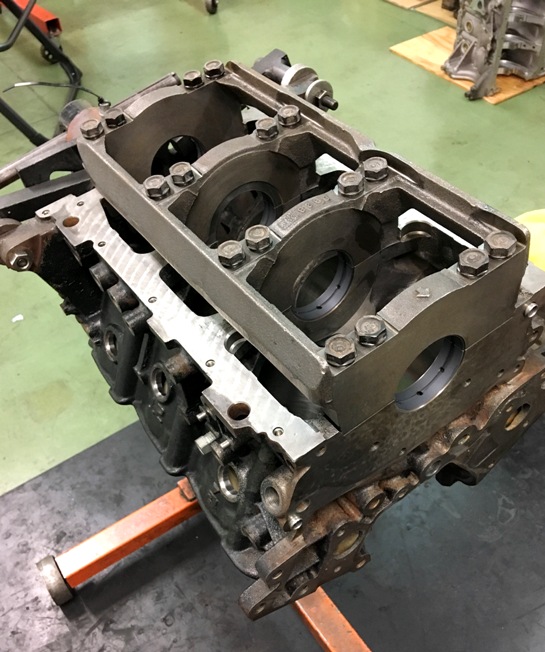
Today, we have a Mitsubishi GTO for processing the lower back as well as piston and crank assembly.
As this is a V6 engine, we implemented dynamic weight balancing with bob weight mounting.
The piston is forged and the connecting rod is an H beam. (H cross section, made overseas, such a thing exists, huh. Also for 6G72.)
Since this is a 4 main volt block, there’s no doubt it is a DOHC head.
The installation of the oil jet is like an M64 crankcase. (M64 = 964 PORSCHE)

We’re looking at another TIG today.
There are still a lot of standard L28 heads out there.
We’re welding to make sure no burrow holes are made and there are no distortions. Extra care is needed here. Using a jig, we’ll prepare the welding rod to be as close to the original material as possible.
After this we will put in the BIG seat ring and finish it off.
We’re doing another honing for a 996. It’s for a modification process to put a liner made of a special cast iron material.
Although Porsche is one of NAPREC’s specialties, this work will take time and effort, but it’ll definitely get it done right with plenty of TLC!
Precision is our name, passion is our game, we’ll make sure this engine lives a long, healthy life for our customer to enjoy.

The cylinder head got CNC porting for our high response race kit as well as CNC combustion chamber processing.
The block is a special 3,400cc engine for which we also produced water plugs.
Of course, it has billet crankcaps as well.
Then there’s the drysump which is from another company.
The image was taken at the customer’s factory, and the assembly was done by their staff as well.

Today we’re modifying the connecting rod metal to make it the main metal.
It’s a considerably reckless process, but the connecting rod metal was the one that fit best.
We processed the oil groove inside the flat connecting rod metal. It took a good amount of time to complete as it was produced with a jig tool.
Now that we have secured the oil path, the next step is to drill the oil hole.

We have just received an SR20DET for an engine overhaul.
Thank you for choosing Naprec.
We’ll turn this engine into something very special!
We’re working on making a big throttle for an RB26DETT.
Recently, there have been many cases of damaged throttles for RB26DETT’s.
Especially cases where the resin collar inside the return spring has deteriorated and has broken.
We are enlarging the inner diameter of three throttles from 45mm to 49mm.
They will also be getting a wet blast finish.

We are building a dry sump oil pan for an SR20DET.
Can’t show too much, but this is what the inside looks like.

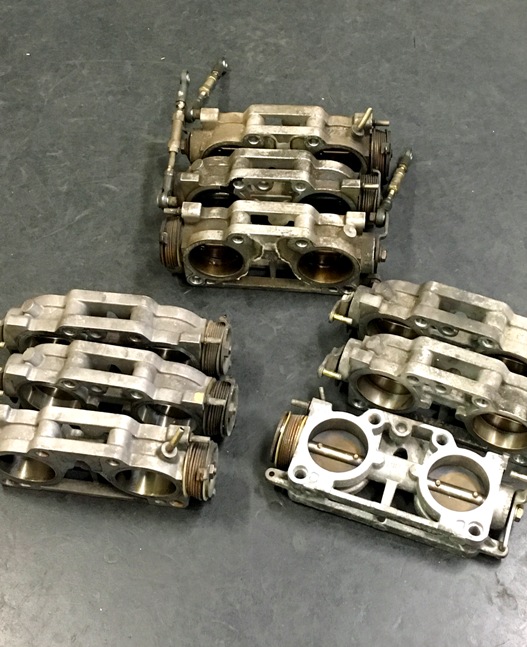
We have had many cylinder head repairs recently.
Today we’re working on cam line burn repair and cam cap production line boring, sweet stuff.
We’ll continue with several more after this.
On the left is the original, and on the right is the completed product, love the shine.

